
Vero Edgecam 2023.1(2335)
x64 免费版- 软件大小:6.0 GB
- 软件语言:英文
- 更新时间:2024-09-21
- 软件类型:国外软件 / 机械电子
- 运行环境:WinXP, Win7, Win8, Win10, WinAll
- 软件授权:免费软件
- 官方主页:
- 软件等级 :
- 介绍说明
- 下载地址
- 精品推荐
- 相关软件
- 网友评论
Vero edgecam 2023.1提供机械设计功能,可以在这款软件上设计零件,可以设计装配,使用软件提供的模型功能就可以开始创建实体模型,从而在软件上开始编辑加工方式,您可以在软件创建新的铣削加工方案,可以创建各种各样的加工,如粗加工、仿形加工和面层加工,也可以在软件上创建车削加工方案,轻松创建各种各样的加工,包括粗车和精车,粗槽和精槽,功能还是比较丰富的,如果你需要加工零件就可以选择Edgecam 2023版!
新版功能
制造增强功能
铣削-第三个旋转轴的支撑
为包括第三旋转轴的铣床增加了支撑。
对于此版本,我们支持两个旋转头轴(章动或正交)和一个旋转台轴:
•对于工作台可以绕Y旋转的卧式机器。
•对于立式机器,工作台可以绕Z轴旋转。
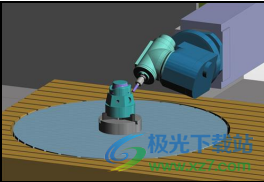
该示例显示了垂直正交机床配置,其中B轴和a轴位于头部,C轴位于工作台上
EDGECAM继续支持最多两个活动旋转轴。但是,对于具有三个旋转轴的机器,我们增加了使用“选择旋转轴”命令控制哪两个旋转轴在任何时候都处于活动状态的功能。
此命令位于Miscellaneous(杂项)菜单中,仅当6轴代码生成器处于活动状态时才可用。。

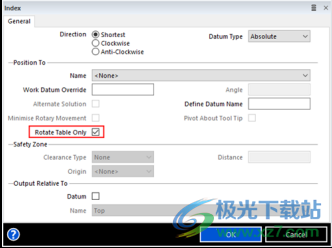
对于只需要在将旋转头轴锁定在当前角度的情况下索引表的情况,“索引”命令中添加了“只旋转表”选项。
只有当两个旋转头轴都处于活动状态时,“仅旋转表”复选框才可用,否则它将变灰
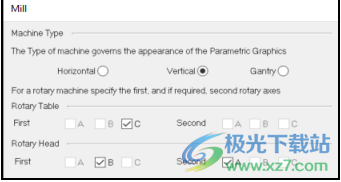
可以通过选择两个旋转头轴和一个旋转工作台轴来创建6轴代码生成器。
以下机器配置支持正交和章动配置:
•水平C A头B表。
•水平C B头B表。
•垂直B A头C表。
这些配置使用6轴模板。
通过手动修改树,可以将机器树配置为与您的机器匹配。
包括用于垂直正交和带螺母旋转头的示例6轴代码生成器:
•样品磨机垂直BA封头C表mm.cgd。
•样品磨机垂直BA螺母头C表mm.cgd
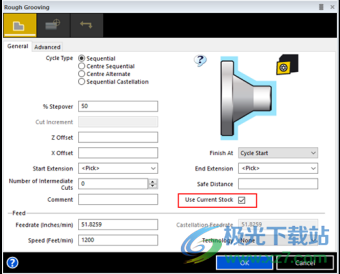
粗糙凹槽-使用移动的当前库存选项
对于此版本,“使用当前库存”选项已从“高级”选项卡移动到“常规”选项卡的“粗槽”循环中
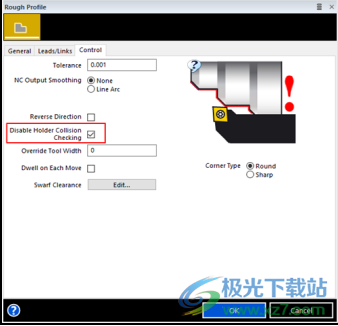
粗糙轮廓-添加了禁用支架Collison检查的选项
对于此版本,“禁用支架碰撞检查”选项已添加到“粗略轮廓”循环的“控制”选项卡中。选中此选项时,循环将不会检查支架是否发生碰撞。
碰撞检查通常只在支架和零件复杂且周期计算时间过长时禁用。
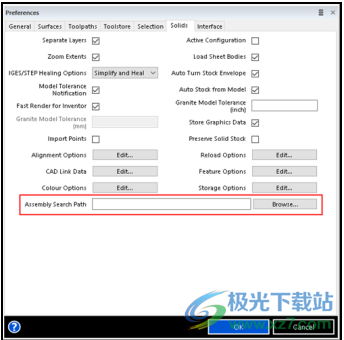
首选项-程序集附加搜索路径
当“存储”选项设置为“存储为Parasolid”时,假设部件中的所有零件都在同一文件夹或子文件夹中。但是,某些零件可能位于不同的驱动器或文件夹中。因此,对于此版本,您可以指定一个搜索文件夹来查找这些附加组件。
新的部件搜索路径选项已添加到“系统配置”对话框的“实体”选项卡中。
EDGECAM安装-StartHere.hta已退役
长期以来,EDGECAM安装一直使用StartHere.hta作为应用程序来指导用户安装EDGECAM及其组件。HTA格式不再受支持,并且经常被公司的反病毒软件阻止。因此,我们已经停用了StartHere.hta文件及其“自动播放”文件夹。
我们在根文件夹中用一个简单的setup.exe替换了它,以启动EDGECAM setup.exe,并添加了一个新的ReadMe.pdf,这是一个安装指南,带有更多信息的链接。

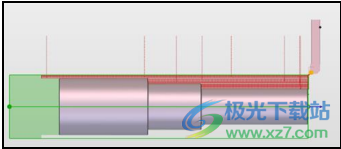
粗转弯、粗轮廓和粗波形转弯-Swarf间隙-沿单轴缩回
在长时间转动的轴上,只需沿X轴拉开工具即可清除切屑。Z轴移动可能相当长,这是不必要的,并且可能会浪费时间。
用户现在可以在粗转弯和粗波形转弯循环的“控制”选项卡上的“Swarf Clearance”对话框中将“Retract X”或“Retract Z”字段留空。该工具将在单个轴上拔出确实设置了值的零件。
粗加工周期-新凸台XY和Z偏移选项
粗加工周期已得到增强,允许在嵌套口袋特征或线框内使用凸台的单独偏移值。这在壁厚较薄的情况下是有用的,并且最好留下较少的材料用于成型循环。
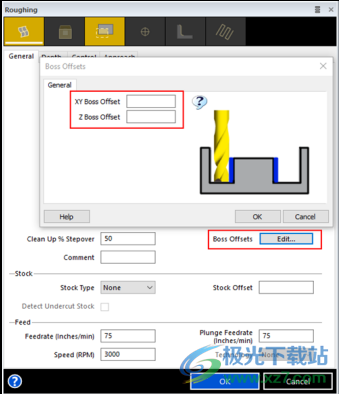
XY凸台偏移和Z凸台偏移选项已添加到“粗略加工”周期中的“常规”选项卡中。
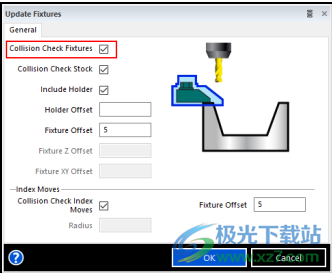
孔循环-旋转孔的碰撞检查夹具
夹具的碰撞检查,以前对平面孔进行过碰撞检查;现在适用于旋转孔。
这是通过在“更新装置”命令的“常规”选项卡上选择“碰撞检查装置”选项来激活的:
•钻旋转孔时,循环可避免与夹具发生碰撞,并且忽略夹具阻挡的任何位置。
•反馈窗口中会显示一条消息,说明尚未加工的孔的数量。
注:内部钳口尚未得到支撑。
3+2机器配置径向铣削刀具路径现在可以从两侧包裹
在以前的版本中,工具路径只能从一个方向包裹,而试图从相反的方向包裹会生成不正确的工具路径。
现在也支持这两个方向的“交替”角度解决方案,即(B90 C-180)和(B-90 C 180)
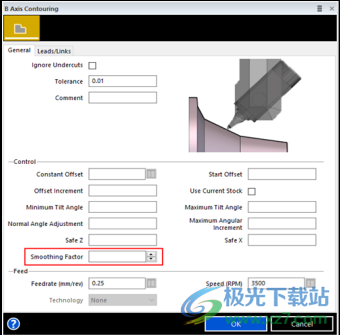
B轴轮廓周期-平滑选项
“B轴轮廓周期”对话框的“常规”选项卡中添加了一个新的“平滑因子”修改器:
添加此新修改器是为了在剖面分析时平滑B轴的移动。循环可以在线性轴和旋转轴上产生大的运动,以保持轮廓上的正常位置。“平滑”选项是0-100之间的一个因子,它将抑制移动。平滑还将减少NC代码的数量,因为控制移动所需的中间点较少。
倒角-允许使用球头工具
倒角周期已得到改进,以支持球头铣刀进行倒角和去毛刺。
循环的工作方式与倒角工具完全相同,只是“接触点”和“尖端偏移”不可用。Ballnose切割器的“接触点”设置为50%。
软件特色
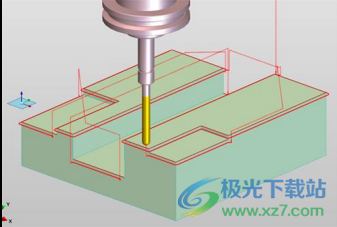
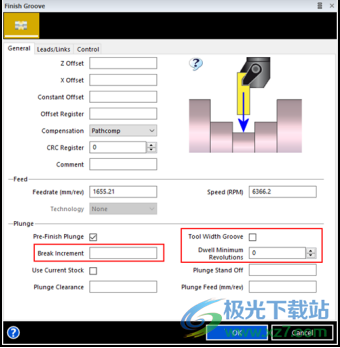
精加工槽-切割与刀具镶块宽度相同的槽
我们在精加工槽循环的“常规”选项卡上的“预精加工柱塞”中添加了以下选项,以使用插入宽度等于槽宽度的工具切割槽:
•刀具宽度凹槽-使预精加工插入能够进入刀具宽度通道。
•中断增量-用于将预精加工柱塞拆分为更小的分段。
•停留最小转数-在每个段的末端添加一个停留,以断开切屑。停留长度可以通过指定主轴的最小转数来控制。
注意:这只适用于预精加工柱塞,不影响精加工道次。
以前,由于内置凿槽保护,该循环会阻止工具进入此类凹槽。
在简单的凹槽上,预精加工柱塞可能是完成凹槽所需的全部,使用相同宽度的工具形成凹槽
导线增强功能
Wire-Agie Charmilles Uniqua Sequential后处理器
Agie Charmilles Uniqua Sequential后处理器现已在EDGECAM中提供。
从机器列表中选择Acuniqua序列.ucp。机器配置列出了可用选项。
这些机器可以通过两种方式进行编程:
1.对于动态控制,请使用ACuniqua后处理器。
Dynamic像ACVision一样运行机器。
2.对于顺序控制,使用ACuniqua Sequential后处理器,
Sequential像ACCutx00一样运行机器。
注意:客户将知道他们希望以何种方式运行机器。

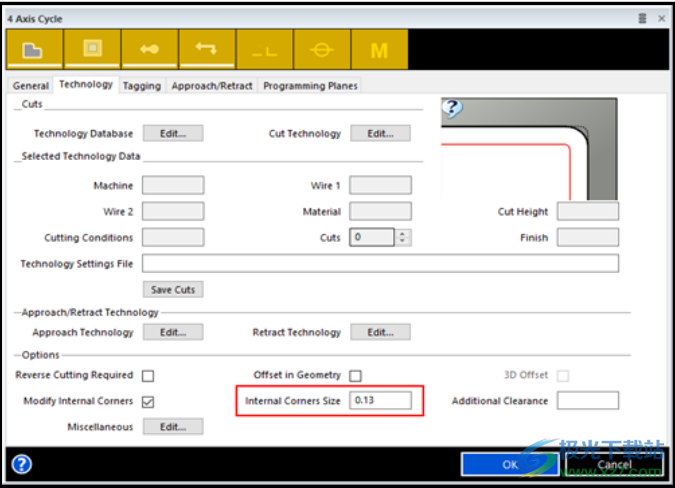
Wire-修改添加到所有循环中的内角尺寸控制
现在可以在修改内角点时定义半径的大小。以前,使用的值是硬编码的,并不适用于所有情况。
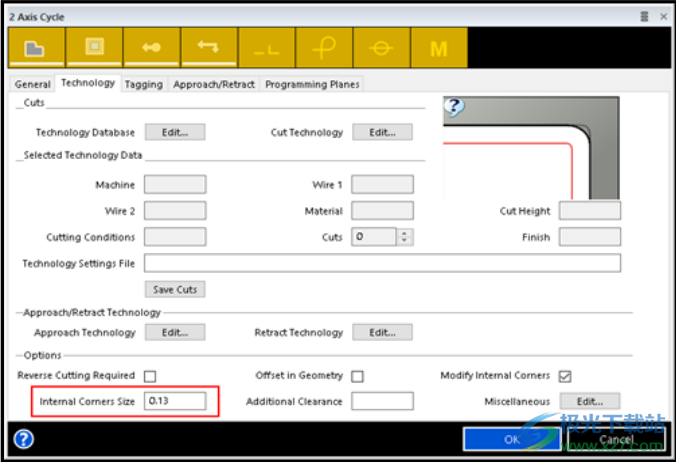
以前,“技术”选项卡上的“修改内角”复选框可用于所有导线操作,但现在添加了“内角尺寸”修改器,可以调整尺寸:
•输入一个值来定义内角的大小。默认尺寸为0.13毫米(0.005英寸)。
•指定尺寸的圆弧安装在内部锐角处。
•此选项适用于偏移尖锐内角有问题的机器控制装置。
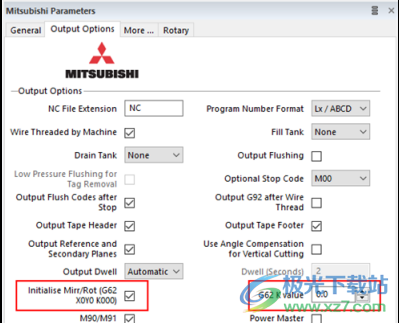
三菱-其他机器配置选项
添加了G62 K值选项,可在后处理时定义刀轨方向值K。
通过选择Initialize Mirr/Rot(G62 X0Y0 K000)复选框启用该选项。
Sodick-其他机器配置选项
“输出平面设置”下拉列表中添加了一个TP/TN/TB/TT选项,用于输出参考平面和次平面

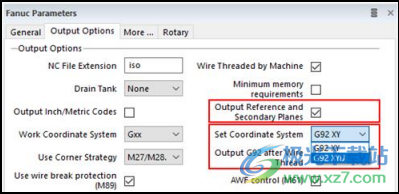
Fanuc-其他机器配置选项
XYIJ选项已添加到“设置坐标系”下拉列表中,用于在G92线上输出XYIJ。
通过选中复选框可以启用该选项。
当处于递增G92模式时,这会影响第一条G92线。
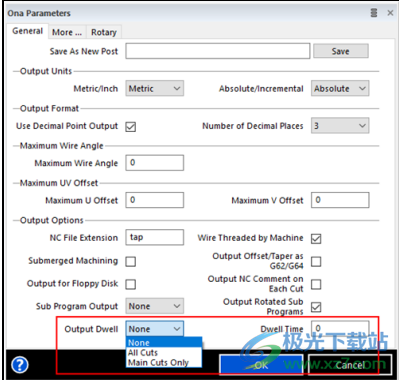
Ona-其他机器配置选项
增加了新的输出停留和停留时间选项,用于管理停留。
您可以选择在“仅主切割”或“所有切割”后暂停机器,并指定停留时间(以秒为单位):
•停留在主切口上可使机器有时间在引出位置进行额外的燃烧。
•停留在所有切割上可以在微调切割上留出额外的燃烧时间,这样机器就有一些额外的时间来更改功率设置。
OnaAricut-其他机器配置选项
增加了新的输出停留和停留时间选项,用于管理停留。
您可以选择在“仅主切割”或“所有切割”后暂停机器,并指定停留时间(以秒为单位):
•停留在主切口上可使机器有时间在引出位置进行额外的燃烧。
•停留在所有切割上可以在微调切割上留出额外的燃烧时间,这样机器就有一些额外的时间来更改功率设置。
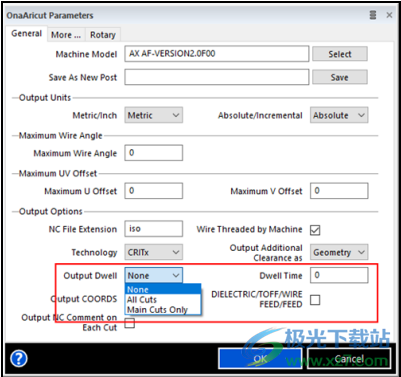
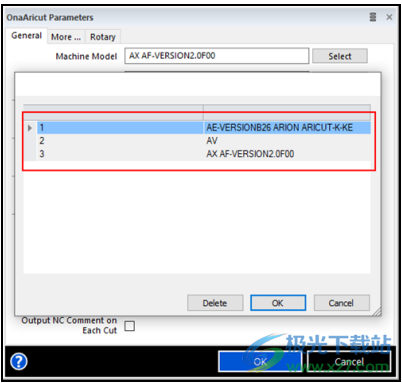
添加了新的机器选项,可以使用机器型号的选择按钮进行选择
代码向导增强功能
编辑旋转轴类型
对于此版本,我们增加了从轴属性编辑旋转轴类型的可能性。
在以前版本的代码向导中,除了完全重建树之外,更改轴类型并不容易。
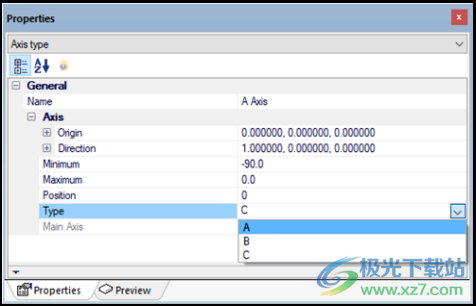
设置类型将在机器树中设置相应的图标。它不会更改名称或方向设置;如果需要,用户可以更改这些。
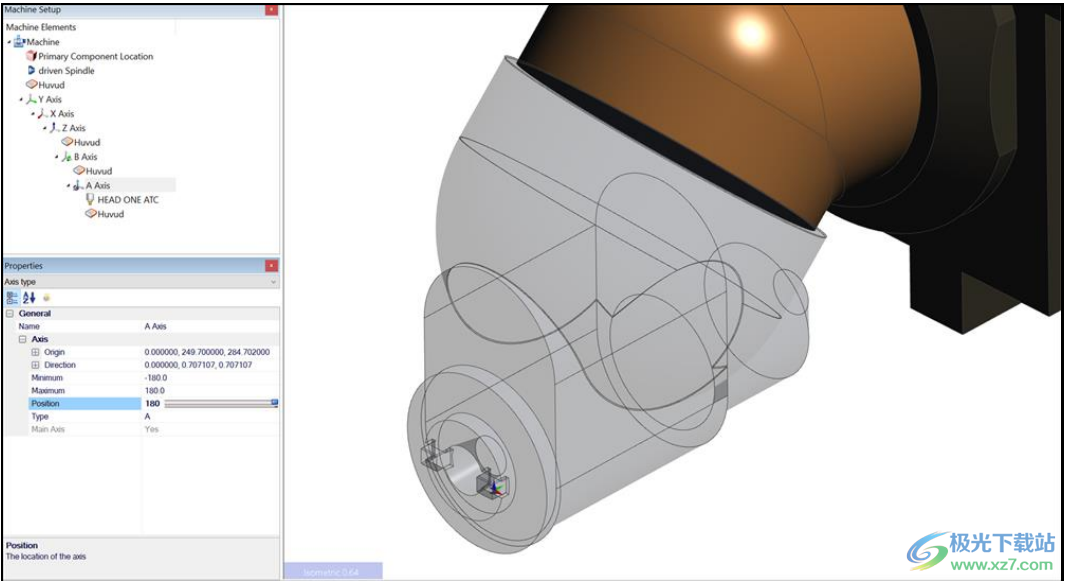
在章动的情况下,更难确定轴类型,在某些情况下,设置不正确会导致索引移动不正确或索引失败。
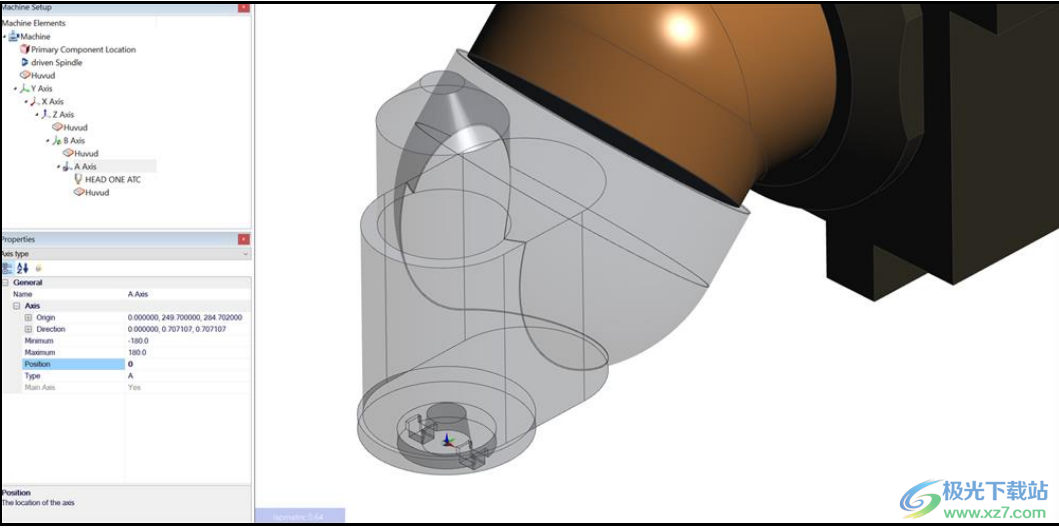
需要注意的是,EDGECAM使用旋转轴类型来确定是否可以根据相应的正交机床达到所选的分度工作平面。
要确定章动轴的轴类型A、B或C,您需要考虑需要绕哪个线性轴旋转才能从垂直轴变为水平轴。
因此,对于下面的章动情况,需要将轴类型设置为A;为了使正交机床从垂直变为水平,机头需要绕X轴旋转
使用方法
1、下载软件以后解压安装包,打开EC2023.1.0_English.iso
2、启动setup.exe就可以直接安装软件
3、如图所示,设置软件的安装地址,可以选择安装在D盘

4、等待主程序安装结束吧
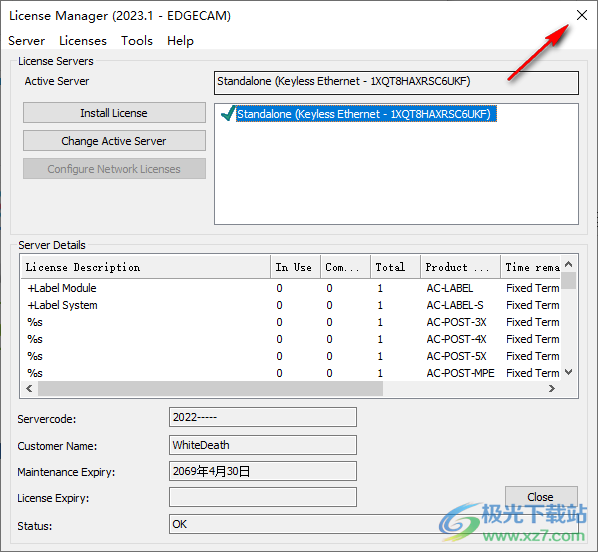
5、安装完毕以后必须启动一次EDGECAM 2023.1 License Manager,这样才能创建许可证目录

6、启动以后显示许可管理界面,将其关闭
7、从medicine文件夹复制补丁lservrc到许可证目录
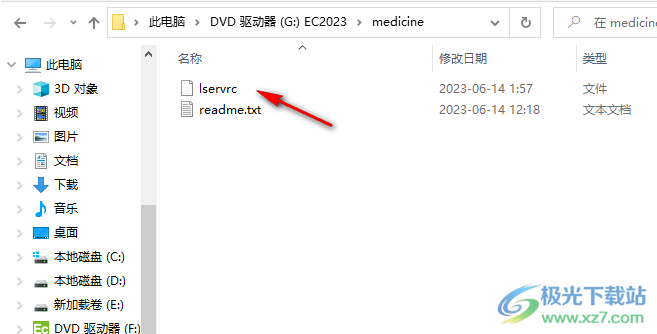
8、默认的地址是:C:ProgramDatavero softwareclsN14--1XQT8HAXRSC6UKF
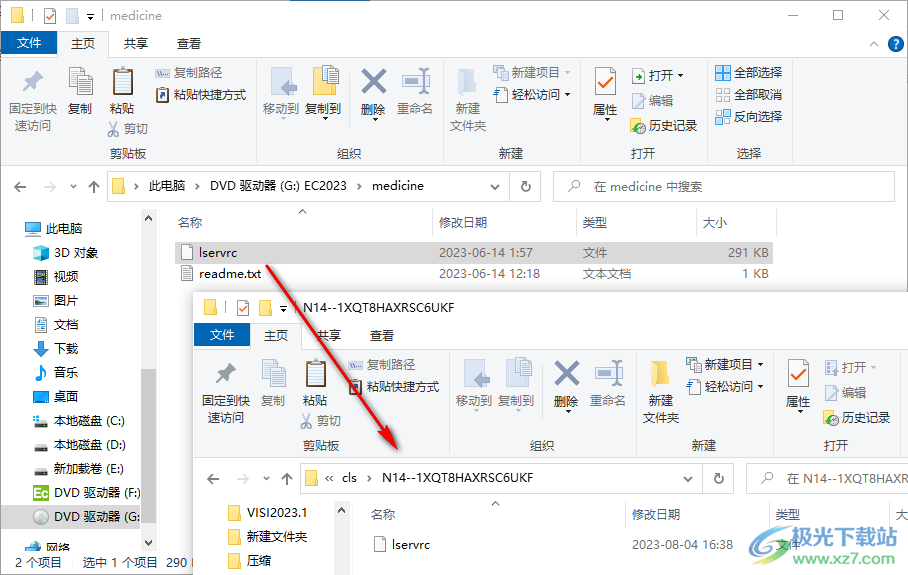
9、启动Vero Edgecam 2023.1就可以正常使用了
官方教程
什么是EDGECAM铣削?
铣削模块提供二轴半、三轴和五轴铣削功能。五轴铣削循环允许您在最多五个轴(即三个线性轴和两个旋转轴)上同时驱动刀具。
各种铣削(驱动)刀具类型可以从ToolStore加载,也可以由参数定义。
可以使用以下标准类型的加工循环相对于模型几何图元驱动刀具:
分析
袋装铣削
端面铣削
开槽
钻孔生产
表面铣削
如果在定义这些操作的序列后需要进行更改,则可以随时重组序列,根据需要插入、编辑或删除各个命令。
在设计环境中对原始几何图形所做的任何更改都会反映在基于该几何图形的所有加工命令中。
可以使用默认或用户生成的工具图形在屏幕上模拟工具移动。提供了对模拟的完全控制,包括速度控制、线束模式和模拟特定指令。
生成工具路径后,可以显示和检查实心矩形块中剩余材料的表示。检查工具路径结果的其他方法是渲染未切割的网格并报告循环时间。
这些功能中的大多数也可以与车削中心的从动刀具一起使用,从而实现刀具的C轴和Y轴控制。
您还可以控制机床的特定功能,如冷却液打开/关闭。
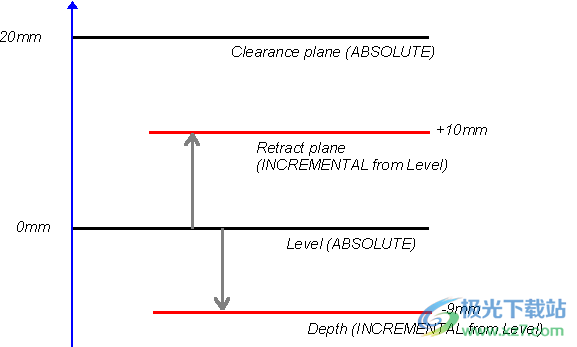
循环的深度参数
在铣削循环中,可以在“深度”选项卡中指定各种高度类型的参数。对于特征和实体,可以指定关联的深度参数。
以下是指定参数的非关联方式:
清除
Z值,达到或超过该值时,刀具可以快速移动,不会有与工件碰撞的危险。
数量
Z值,低于该值可能开始切割(向下移动)。这通常是您正在加工的形状的最高点。例如,在粗加工循环中,切割将在此级别开始。(请注意,切割不一定从该级别开始;例如,在平地循环中,该级别可能没有任何平坦区域。)
收回
将其添加到“级别”值中,以在区域内生成“次要”间隙值;例如,你可能想要加工一个沉在口袋里的老板。
深度
将其添加到“级别”值中,以生成要停止切割的级别。
可以键入值,也可以通过选择实体来派生值。
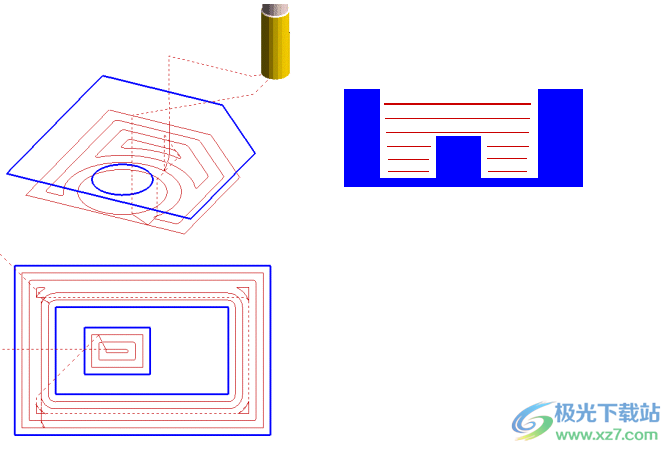
间隙、回缩、水平和深度参数示意图
深度的使用方式可能因周期而异。任何独特的信息都包含在每个特定周期的主题中。
关联深度参数
在基于实体的加工中,可以使循环的深度参数与模型及其特征相关联。
关联间隙图示
关联级别图示
关联深度图示
可以在“粗略处理”循环中设置关联间隙选项:
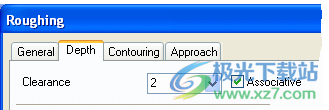
如图所示,选中后,可以指定从要加工的实体或特征的关键高程开始递增的值。例如,关联标高将从所选模型的最顶部点(最高Z值)开始递增。如果未选中,则指定绝对深度值。(请注意,对于要素,“关键高程”由其“标高”、“深度”和“底部”属性给定。)
具有多个轮廓的工具深度
如果加工多个轮廓,在第一个轮廓完成后,工具将:
垂直于间隙平面快速移动。
在工作平面中快速移动,直到下一个轮廓的起点上方。
迅速降落到收回飞机上。
向下馈送到深度平面的起点。
在循环结束时,工具将保持在深度平面上。
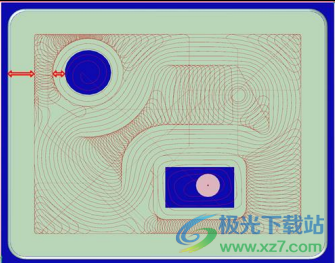
在循环中使用线框几何图形
在粗加工、柱塞粗加工、轮廓加工和平地精加工循环中,可以选择一个或多个闭合轮廓。根据具体情况,它们会自动被解释为口袋或老板。您也可以选择带孤岛的封闭式口袋或开放式口袋。
指定封闭口袋
可以选择一个或多个闭合轮廓,并且它们被自动解释为口袋;即轮廓的内部将被加工。您需要手动设置“Level”和“Depth”参数。
使用“粗略加工”和“轮廓加工”循环仅加工口袋时,请将“库存类型”设置为“无”。
仅使用平面精加工循环加工口袋时,将“凸台”设置为未选中。

口袋内的任何封闭型材都被视为孤岛。一旦刀具路径低于孤岛轮廓的水平,循环将考虑孤岛。
指定外螺纹零件/凸台
如果在还选择了库存的情况下选择了一个或多个闭合轮廓,则这些轮廓将自动解释为凸台。
当只是加工凸台时,在粗加工和仿形周期中,库存通常应设置为“仿形”或“边界框”;在平地修整周期中,应检查“Boss”。
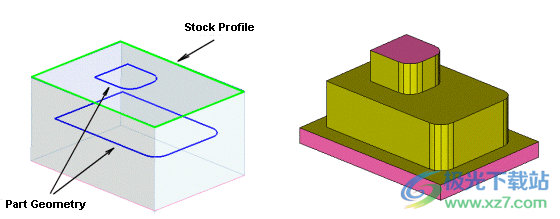
如果许可证允许,可提供其他库存类型。
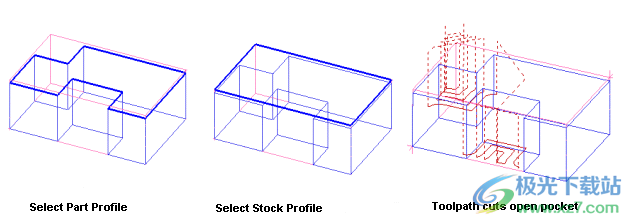
指定开口口袋
与凸台一样,线框开口口袋需要定义库存。
这确定了要加工的区域(零件轮廓和库存轮廓之间的差异)。
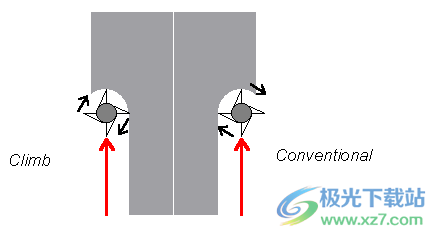
指定刀具方向
刀具可以沿着左侧或右侧的轮廓移动。这与主轴方向相结合,使切割类型为爬升或常规。许多切割因素,例如要切割的材料类型,会影响您应该为循环选择的铣削类型。
磨机类型
效果(主轴顺时针旋转)
攀登
对铝等软材料使用Climb铣削。
刀具沿着轮廓的左侧移动,因此刀具像轮子一样沿着地面滚动。
在木材布线时,攀爬通常被称为“向上”。
注意:在硬质材料上使用此工具可能会损坏刀具。
依照惯例的
对钢等硬质材料使用常规铣削。
当刀具沿着轮廓的右侧移动时,刀具会旋转,从而使作用在齿上的切削力逐渐增加。
每颗牙齿都从一个较浅的切口开始,直到牙齿离开材料。此操作可将刀具齿和材料上的应力降至最低。
当木材布线时,传统的通常被称为“向下切割”。
注意:在如此柔软的材料上使用此工具可能会将切屑焊接到材料表面,导致表面粗糙。
没有一个
当切割方向不重要时(如激光、火焰或水切割机),或切割软材料时,使用<无>。
如果在打开的轮廓上选择不同的起点,循环将保持在同一侧,但切换到轮廓的两端。
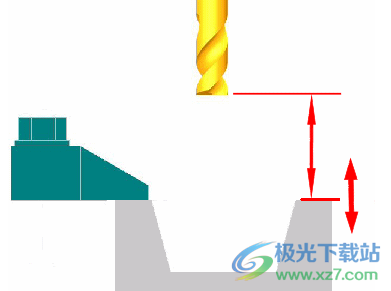
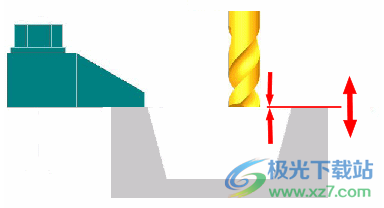
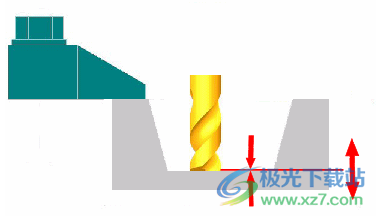
接近和离开工作
大多数加工循环会自动将刀具从当前位置移动到接近切割起点。
在水平面中,工具以快速的速度从当前位置移动到起点。然后,刀具的运动取决于其垂直位置。如果工具启动:
在“Retract”平面上方,工具会快速移动到“Retract(收回)”平面。
在“收回”平面下方,工具快速上升到“间隙”平面,然后快速下降到“收回”飞机。
然后,该工具向下馈送到“深度”平面,并馈送到深度处的位置。
尽管大多数铣削循环都包括描述刀具接近策略的方法,但EDGECAM提供了两个独立的“移动”菜单命令来控制刀具接近深度,请参阅使用斜坡螺旋和使用斜坡锯齿。
使用渐变螺旋
尽管大多数铣削循环都包括描述刀具接近策略的方法,但EDGECAM提供了两个独立的“移动”菜单命令来控制刀具接近深度:斜坡螺旋和斜坡锯齿。
代替
选中以选择一条指令,然后在该指令的工具路径上选择一个节点。节点将替换为新的渐变移动。
方向
指定开始移动的角度,零度为“三点钟”位置。
半径
指定螺旋移动的半径。
抛
指定螺旋移动中位于同一XY位置的点之间的垂直距离。
变桨参数示意图
阶梯角度
螺旋线由直线移动段组成。指定在每条线段之后更改角度的量。默认值为30度。
进料速率
指定刀具的水平切割速度。
速度
指定工具的旋转速度。
起始级别
指定开始移动的绝对高度。
方向
指定螺旋移动是顺时针还是逆时针。
名称
指定命名循环。进近将移至命名循环的开始。这与Replace参数互斥。
使用斜坡锯齿形
尽管大多数铣削循环都包括描述刀具接近策略的方法,但EDGECAM提供了两个独立的“移动”菜单命令来控制刀具接近深度:斜坡螺旋和斜坡锯齿。
代替
选中以选择一条指令,然后在该指令的工具路径上选择一个节点。节点将替换为新的渐变移动。
方向
指定开始移动的角度,零度为“三点钟”位置。
角
指定坡道的垂直角度,90度是垂直移动。
长
指定每个渐变段的长度,该长度必须为正值。
进料速率
指定刀具的水平切割速度。
速度
指定工具的旋转速度。
金属丝
进料速率
以每分钟为单位指定进给速率。
铣削和车削
进料速率
以每转单位或每分钟单位指定工作平面中的进给速率。您可以使用进给类型(机械加工►其他加工周期►Miscellaneous menu)命令。
柱塞进给
指定垂直进给速率(在车削中,这仅适用于C轴)。
速度
指定铣削中心上刀具的转速,单位为每分钟转数。工具移动的类型取决于是否选择了“二维捕捉”按钮。默认情况下,选择此按钮。如果选择了“二维捕捉”按钮,则工具只能在工作平面中以当前高度移动。如果“二维捕捉”处于禁用状态,则进给移动将忽略所有Z信息(例如,来自实体选择)。
在车削中心,这指的是主轴速度,单位为每转。如果使用CSS(机械加工►其他加工周期►Miscellaneous menu)命令。CSS通常只用于带有固定工具的车削中心(但不包括钻头和丝锥)。
起始级别
指定开始移动的绝对高度。
名称
指定命名循环。进近将移至命名循环的开始。这与Replace参数互斥。
选择起点
一旦选择了循环要加工的所有实体,大多数循环就会为每个选定的轮廓提供一个默认起点。
此默认起点和更改方式因循环类型而异。有关详细信息,请参阅特定类型的加工。
自动收回刀具
“完成时间”参数(在铣削周期对话框中)可用于控制该铣削周期结束时刀具的行为。这在“孔循环”命令中不可用。
您可以选择以下选项之一:
深度
工具在最后一道菜结束时保持“深度”。
清除
该工具从“深度”快速移动到“间隙”平面。
收回
该工具从“深度”快速移动到“收回”平面。
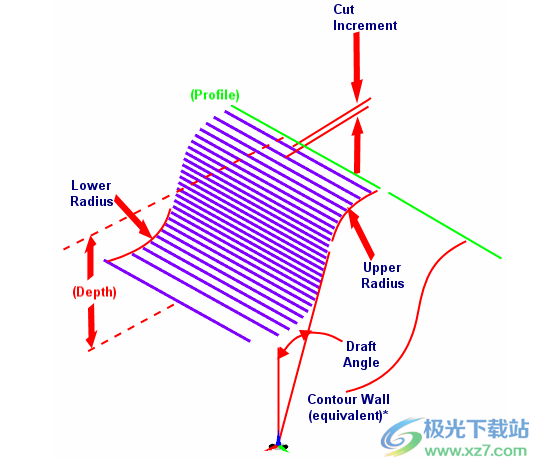
定义拔模墙
如果要沿轮廓进行多个过程,并带有可选的拔模墙,请使用“轮廓”选项卡(此选项卡可用于“二维轮廓”、“平地精加工”、“轮廓”、《粗加工》和“柱塞粗加工”循环)。拔模斜度墙参数将应用于纵断面和纵断面中包含的任何孤岛。
选择异形墙
选中此项可以选择定义墙轮廓的图元,而不是使用参数(下面的“绘制角度”等)。下图中的“等值墙(等效)”线显示了这一点。另请参见使用墙轮廓图元。
切割增量、拔模斜度等
下图显示了各种尾墙参数。(请注意,“深度”是在“深度”选项卡中设置的。)
下载地址
- Pc版
Vero Edgecam 2023.1(2335) x64
本类排名
本类推荐








装机必备
换一批






















- 聊天
- qq电脑版
- 微信电脑版
- yy语音
- skype
- 视频
- 腾讯视频
- 爱奇艺
- 优酷视频
- 芒果tv
- 剪辑
- 爱剪辑
- 剪映
- 会声会影
- adobe premiere
- 音乐
- qq音乐
- 网易云音乐
- 酷狗音乐
- 酷我音乐
- 浏览器
- 360浏览器
- 谷歌浏览器
- 火狐浏览器
- ie浏览器
- 办公
- 钉钉
- 企业微信
- wps
- office
- 输入法
- 搜狗输入法
- qq输入法
- 五笔输入法
- 讯飞输入法
- 压缩
- 360压缩
- winrar
- winzip
- 7z解压软件
- 翻译
- 谷歌翻译
- 百度翻译
- 金山翻译
- 英译汉软件
- 杀毒
- 360杀毒
- 360安全卫士
- 火绒软件
- 腾讯电脑管家
- p图
- 美图秀秀
- photoshop
- 光影魔术手
- lightroom
- 编程
- python
- c语言软件
- java开发工具
- vc6.0
- 网盘
- 百度网盘
- 阿里云盘
- 115网盘
- 天翼云盘
- 下载
- 迅雷
- qq旋风
- 电驴
- utorrent
- 证券
- 华泰证券
- 广发证券
- 方正证券
- 西南证券
- 邮箱
- qq邮箱
- outlook
- 阿里邮箱
- icloud
- 驱动
- 驱动精灵
- 驱动人生
- 网卡驱动
- 打印机驱动



网友评论